

 AdminAdmin
AdminAdmin
- Tổng số bài gửi : 309
Danh tiếng : 14
Join date : 22/02/2012
Age : 40
Đến từ : Hà Nội 
 Tăng độ nhạy bằng cách sử dụng khoảng cách chụp tối ưu
Tăng độ nhạy bằng cách sử dụng khoảng cách chụp tối ưu
Fri 10 Feb 2017, 22:41
TĂNG ĐỘ NHẠY PHÁT HIỆN TRONG RT BẰNG CÁCH SỬ DỤNG KHOẢNG CÁCH CHỤP TỐI ƯU
Tác giả: Jan Hendrik COWAN
Tóm tắt
Các nghiên cứu trước đây đã cho thấy: khi sử dụng nguồn Se-75, kỹ thuật chụp hai thành một ảnh (DWSI) có hiệu quả như kỹ thuật chụp hai thành hai ảnh (DWDI) trong việc phát hiện các vết nứt trong mối hàn ống, thậm chí trong một số trường hợp còn vượt trội hơn, cả về độ nhòe hình học và thời gian chụp, đồng thời cải thiện khả năng phát hiện các khuyết tật đã kể trên.
Trong nghiên cứu này sử dụng mẫu thử nghiệm là ống, có đường kính ngoài 50mm, chiều dày 3.9mm, gia cường 3mm.
Kết quả cho thấy: đã đạt được sự phù hợp với tiêu chuẩn ASME V, Article 2. Đồng thời đạt được sự phù hợp với EN 1435, cấp chất lượng hình ảnh A. Tuy nhiên, không đạt được các yêu cầu của EN 1435, cấp chất lượng hình ảnh B, do bản chất không tuyến tính của công thức xác định khoảng cách chụp tối thiểu.
Nghiên cứu này được thực hiện nhằm cải thiện khả năng phát hiện bằng cách sử dụng khoảng cách chụp tối thiểu mà không làm giảm chất lượng ảnh chụp do thời gian chiếu ngắn.
Các định nghĩa
ASME: Hiệp hội kỹ sư cơ khí Hoa Kỳ
ISO: Tổ chức tiêu chuẩn hóa quốc tế
Ug: Độ nhòe hình học, được tính bằng công thức:
Trong đó:
- d là khoảng cách từ vật chụp tới phim
- D là khoảng cách từ nguồn tới phim
- f là kích thước nguồn bức xạ
Trong khi đó, theo EN 1435, công thức tính khoảng cách từ nguồn tới vật là:

Trong đó:
- f là khoảng cách từ nguồn tới vật chụp
- b là khoảng cách từ vật chụp tới phim
- d là kích thước nguồn
Giới thiệu
Trong đoạn T-271.2 (b), Article 2 của quy phạm ASME V đã viết:
“For pipe diameters not exceeding 89 mm a technique may be used in which the radiation passes through two walls and the weld (material) in both walls is viewed for acceptance on the same radiograph.”
“Care should be exercised to ensure that the required geometric unsharpness is not exceeded.”
“If the geometric unsharpness cannot be met, then single-wall viewing shall be used.”
"Đối với ống có đường kính không quá 89 mm, có thể sử dụng kỹ thuật bức xạ xuyên qua 2 thành và cho 2 ảnh của 2 phần mối hàn trên cùng một phim chụp."
"Khi chụp cần cẩn trọng để đảm bảo không vượt quá giá trị độ nhòe hình học cho phép."
"Nếu không thể thỏa mãn được yêu cầu về độ nhòe hình học thì sẽ sử dụng kỹ thuật một ảnh."
Nghĩa là ASME V, Article 2 cho phép sử dụng kỹ thuật chụp hai thành (DW) nhưng không bắt buộc là hai ảnh (DI) hay một ảnh (SI), trừ khi không đáp ứng được yêu cầu về độ nhòe hình học thì phải dùng kỹ thuật hai thành một ảnh (DWDI).
Nghiên cứu và kết quả
Trong các ảnh chụp bằng hai kỹ thuật DWDI và DWSI dưới đây, hãy thử đếm số bất liên tục xuất hiện trên phim.

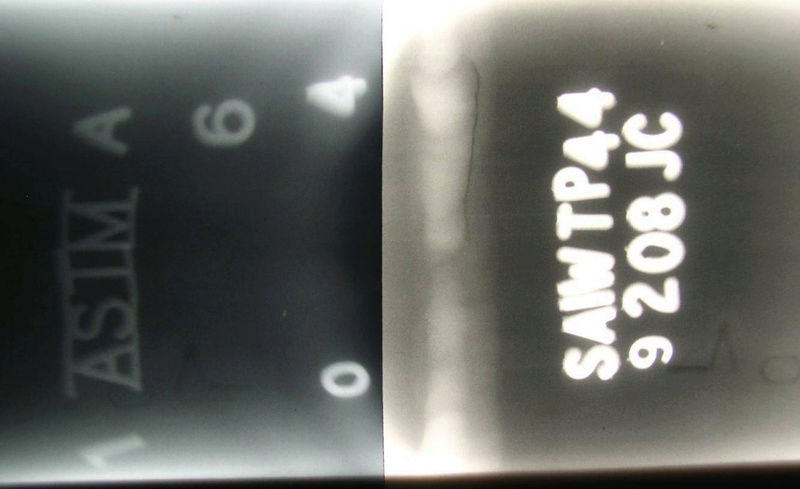
Ảnh chụp 1: Kỹ thuật hai thành hai ảnh (DWDI), IQI phía nguồn, thấy dây 0.25, vị trí từ 0 đến 4 và 8 đến 12. Độ nhòe hình học là 0.5 mm

Ảnh chụp 2: Kỹ thuật hai thành hai ảnh (DWDI), IQI phía nguồn, thấy dây 0.25, vị trí từ 4 đến 8 và 12 đến 0. Độ nhòe hình học là 0.5 mm
Chúng ta nhìn thấy có vết ngậm tungsten, một vài điểm rỗ và một số vị trí cháy cạnh. Giờ hãy so sánh ảnh chụp bằng kỹ thuật hai thành một ảnh (DWSI), vị trí từ 3 tới 8.
Ảnh chụp 3: Kỹ thuật hai thành một ảnh (DWSI), IQI phía nguồn (đặt bên trong ống), thấy dây 0.20, vị trí từ 0 đến 4. Độ nhòe hình học là 0.3 mm

Ảnh chụp 4: Kỹ thuật hai thành một ảnh (DWSI), IQI phía nguồn (đặt bên trong ống), thấy dây 0.20, vị trí từ 4 đến 8. Độ nhòe hình học là 0.3 mm

Ảnh chụp 5: Kỹ thuật hai thành một ảnh (DWSI), IQI phía nguồn (đặt bên trong ống), thấy dây 0.20, vị trí từ 8 đến 12. Độ nhòe hình học là 0.3 mm

Ảnh chụp 6: Kỹ thuật hai thành một ảnh (DWSI), IQI phía nguồn (đặt bên trong ống), thấy dây 0.20, vị trí từ 12 đến 0. Độ nhòe hình học là 0.3 mm
Trên ảnh 3 và ảnh 4, chúng ta thấy rõ hình ảnh một vết nứt. Trong khi đó, chúng ta đã không thấy vết nứt này trên ảnh chụp bằng kỹ thuật DWDI.Ở đây cũng thấy rằng về độ đen và độ nhạy, ảnh chụp bằng kỹ thuật DWSI hoàn toàn đáp ứng được yêu cầu của ASME V, Article 2.
Đồng thời, nếu so với yêu cầu của EN 1435, cấp chất lượng hình ảnh A thì thấy cũng hoàn toàn thỏa mãn. Tuy nhiên, nếu so với yêu cầu của cấp chất lượng hình ảnh B thì sẽ khó do bản chất không tuyến tính của công thức xác định khoảng cách từ nguồn tới vật tối thiểu.
Nghiên cứu bổ sung
Sử dụng máy X-ray Gilardoni, số seri 22070002 với kích thước tiêu điểm4.5 x 4.5 mm chụp một mối hàn đối đầu tấm phẳng dày 10mm, phim Agfa D4.
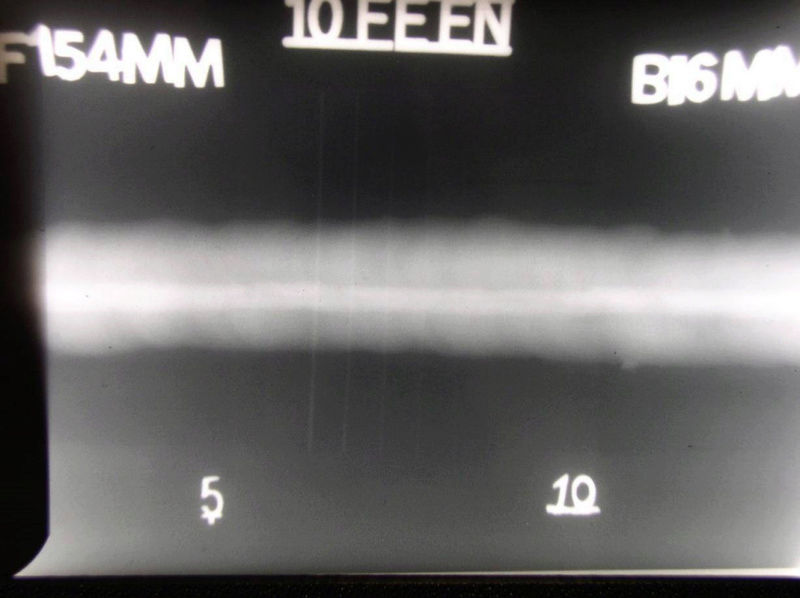
Ảnh chụp 7: Khoảng cách từ nguồn (tiêu điểm) đến vật là 155mm, khoảng cách từ vật đến phim là 16 mm. Thấy hình ảnh một vết nứt trên mối hàn và dây IQI số 15 của bộ 10 FE EN. Độ nhòe hình học 0.66 mm.


Ảnh chụp 9: Khoảng cách từ nguồn (tiêu điểm) đến vật là 225mm, khoảng cách từ vật đến phim là 10 mm. Thấy hình ảnh một vết nứt trên mối hàn và dây IQI số 15 của bộ 10 FE EN. Độ nhòe hình học 0.28 mm.


Kết luận
Từ mức độ nhòe 0.14 mm đến 0.65 mm, ta không thấy có một sự thay đổi đáng kể nào về hình ảnh.
Từ đây, tôi chỉ có thể kết luận rằng việc sử dụng máy X-ray và cố gắng để đạt được độ tương phản vật tốt hơn với độ nhòe hình học nhỏ hơn 0.65mm là không cần thiết.
Theo quan điểm của tôi, việc cố gắng để thỏa mãn yêu cầu cấp chất lượng hình ảnh B trong EN 1435 với khoảng cách chụp quá xa là một sự lãng phí thời gian.
Sẽ là tốt hơn nếu sử dụng một khoảng cách chụp ngắn trên các đối tượng cong và quan sát sự thay đổi tối đa 1.1 mm chiều dày thành.
Nghĩa là nên sử dụng kỹ thuật chụp DWSI thay vì kỹ thuật DWDI như đã minh họa ở phần trên của bài viết này.
Chúng ta thấy rằng điều này là dễ dàng áp dụng với ASME 5, Article 2.
Tuy nhiên, nếu bắt buộc phải áp dụng EN 12952, phiên bản 2002 cho nồi hơi của các nhà máy điện mới bắt đầu từ 2008 thì sao?
EN 12952, phiên bản 2002 dẫn chúng ta tới EN 1435 phiên bản 1997, nhưng không chỉ rõ là áp dụng cấp chất lượng nào A hay B?
EN 12952 cũng tham chiếu sang EN 25817 phiên bản 1992 trong mục “Tài liệu tham chiếu” nhưng cũng không chỉ rõ cấp chất lượng nào.
Như vậy, có thể nói chúng ta vẫn có thể sử dụng cấp chất lượng hình ảnh A cho việc xây dựng quy trình của mình.
Tài liệu tham khảo
- EN 12952-6 phiên bản 2002
- EN 25817 phiên bản 1992
- EN 1435 phiên bản 1997
- ASME V, Art. 2 phiên bản 2010
NGUYỄN ĐỨC HIẾU (Biên dịch)
- Báo cáo tổng kết dự án "Ứng dụng các phương pháp NDT phục vụ kiểm định mối hàn và lớp phủ cho cho các công trình năng lượng, cơ khí đóng tàu và khai khoáng"
- Siêu âm Phased Array sử dụng thay thế chụp ảnh phóng xạ
- Hướng dẫn nội dung bản đánh giá an toàn bức xạ cơ sở chụp ảnh phóng xạ , kiểm tra không phá mẫu (04/ĐGAT-CAPX)
- Độ nhạy 2% RT
- Tấm cách nhiệt XPS
Permissions in this forum:
Bạn không có quyền trả lời bài viết|
|
|